




 扫一扫
扫一扫
酸洗工艺
步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:
盐酸300 mL/L
磷酸60 mL/L
双氧水120 mL/L
稳定剂80 mL/L
表面活性剂2 mL/L
θ室温
t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范:

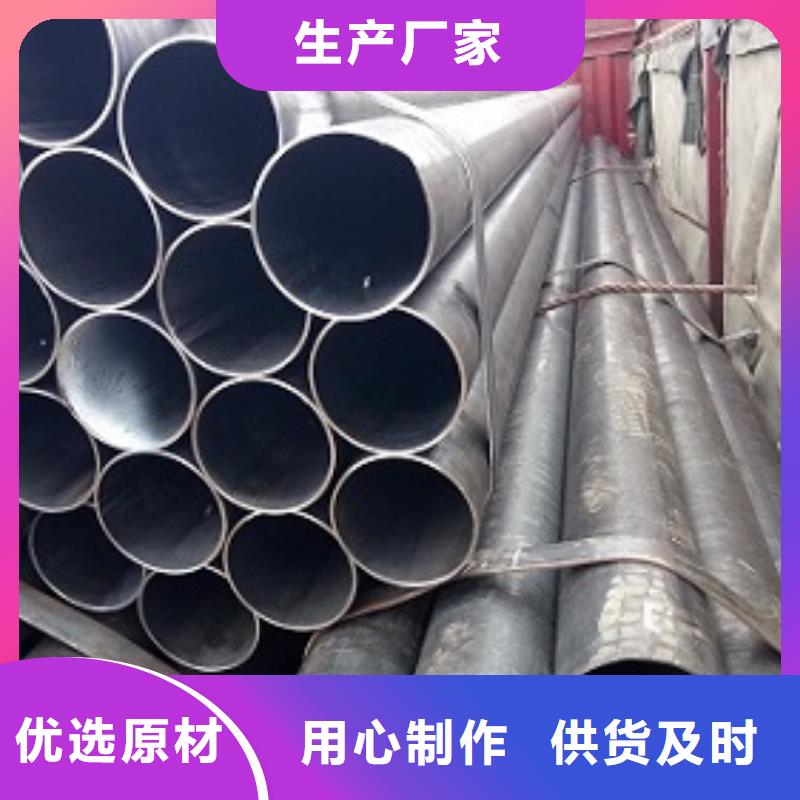
焊管焊接钢管款式新颖")
焊管焊接钢管款式新颖")
3.1钢管的淬火裂纹
钢管的淬火加热温度过高,或加热时间过长,或加热温度严重不均易造成淬火裂纹。若钢管的化学成分存在偏析,钢管有夹杂也容易造成淬火裂纹。
3.2钢管的过热或过烧
钢管的淬火加热温度过高或加热时间过长,易造成过热或过烧,严重时,钢管会发生坍塌。
3.3钢管的表面脱碳或严重氧化
钢管在加热时,表面严重脱碳或严重氧化,是因加热温度和加热时间控制不当或空燃比调整失调所致
退火钢管具备用户提出的双通道、多通道条件和要求,满足管子比较大尺寸范围调整的使用,线速度可以提升。退火钢管现已广泛应用于不锈钢管光亮在线退火的行业当焊管焊接钢管款式新颖")
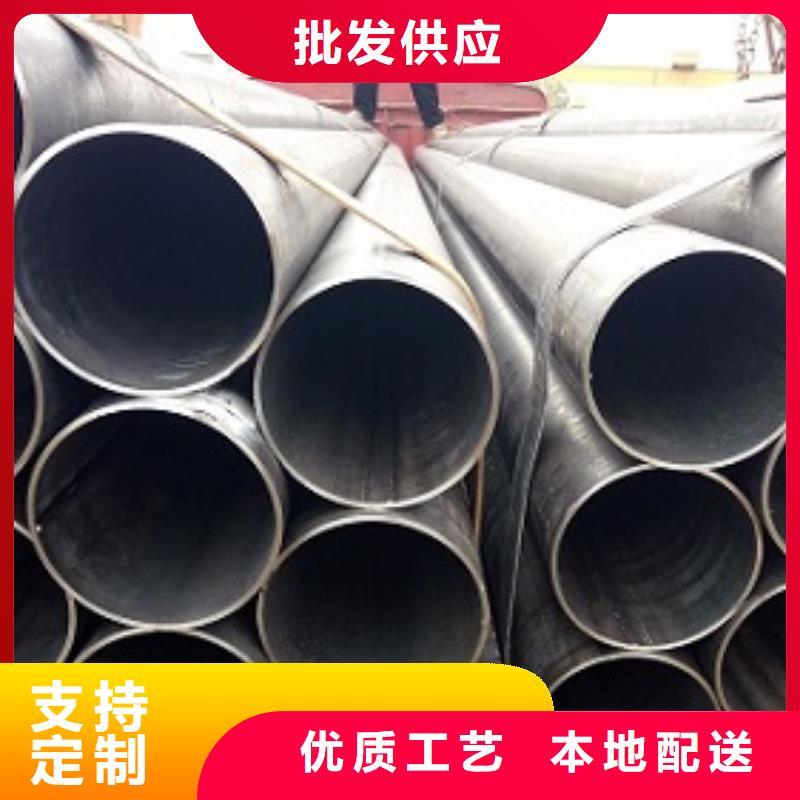
焊管焊接钢管款式新颖")
焊管焊接钢管款式新颖")
亿铭泰 有限公司自2012年上市以来一直保持稳定增长,公司将秉着“创新、高效、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 方矩管产品和服务,为社会可持续发展贡献力量。
焊管焊接钢管款式新颖")
焊管焊接钢管款式新颖")
技术支持:cdlgp.com