


 扫一扫
扫一扫
碳钢衬胶管道衬塑钢管质量安心")
碳钢衬胶管道衬塑钢管质量安心")
生产流程上的体现:
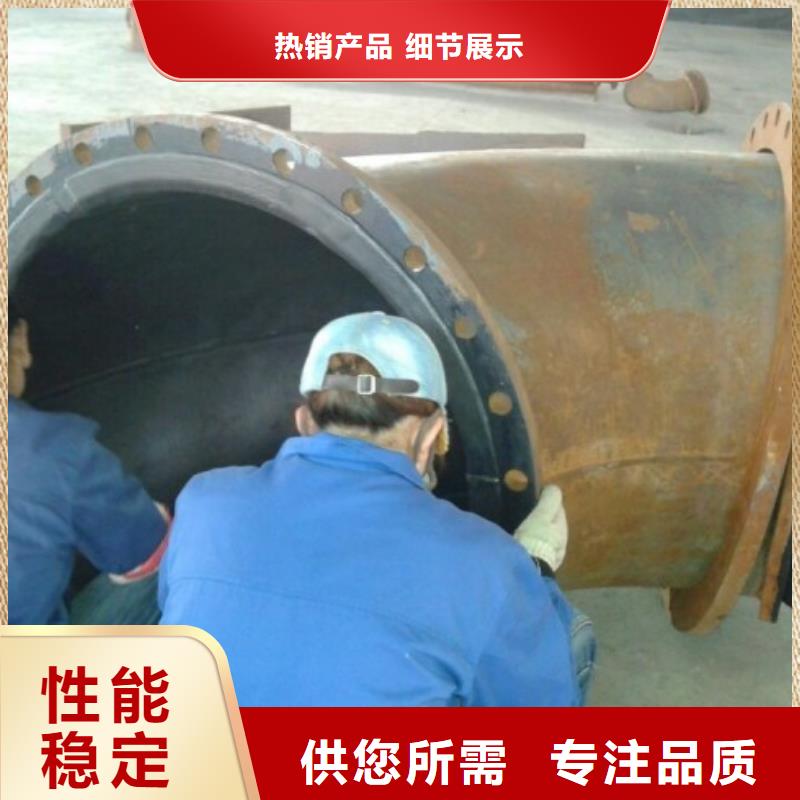
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,橡胶衬里首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
5、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
衬胶管道生产工艺是常繁琐的,并且全部工序都是手工制作,这就影响了衬胶管道的生产效率,但质量得到保证。 有的客户问过产品价格和制作周期后说我们企业工作效率不行,不可等,但我们厂家不会因为您的一个单子而违规生产,所以请广大客户见谅。当您了解了制作工艺,您可能就明白很多。
技术检测上的体现:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
衬胶,管道衬胶哪家做的质量好洛阳纵横制造为您呈现
洛阳纵横制造有限公司生产的衬胶,衬胶设备、管道衬胶,设备衬胶,,衬塑管道,衬胶防腐管道,钢衬四氟聚乙烯管道及弯头,衬胶三通,衬胶四通,衬胶异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬胶,管道衬胶产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。
碳钢衬胶管道衬塑钢管质量安心")
节能环保衬胶直管性能,我们是做衬胶管道 衬塑管道 电厂脱硫衬胶管道 化工衬塑管道 衬胶直管性能
节能环保衬胶直管重要性:
管道是我们日常生活中必不可缺的一部分,是支撑人类文明、城市建设、社会发展的重要基石,管道系统也跟随着时代的进步而进步。
随着现在节能环保事业的发展,以及水污染、土地污染、大气污染(雾霾)的日益严重, 对节能环保这个领域越来越重视,现今在全国很多领域中逐渐采用 节能环保衬胶管道,随着衬胶管道制作工艺的不断改进,使其衬胶管道本身具有的防腐、耐磨和耐温性能越来越完善,并对管道保护作用的技术改进,节能环保衬胶管道已经得到了社会大众的认可与青睐,这无疑是我们节能环保事业重大消息。
节能环保衬胶管道优越性能说明:
节能环保衬胶管道不仅符合 建设绿色矿山、节能降耗、保护环境及人与自然和谐等要求,而且在一定程度上对矿山企业的发展节省成本,获得 的经济效益。因此,衬胶管道在应用中发挥了巨大的作用绿色矿业。
节能环保衬胶直管综合优势:
节能环保衬胶管道的出现对世界环境污染、二氧化碳排放、改善大气环境质量等具有重大作用,已经作为发展中 和发达 节能减排的重要议题,除了这些综合优势以外还可以为众多重工业发展起巨大的推动作用。
主要是因为节能环保衬胶管道是经过特殊工艺将钢管和橡胶复合硫化成型,其产品高耐磨、耐腐蚀、抗高温、缓结垢、运行阻力小、输送介质广、使用寿命长等性能,重要的是可节省大量运行费用。
节能环保衬胶脱硫直管公司理念:
作为每一个人、每一个团体、每一个企业,对社会发展及人类进步起着不可替代的推动作用,是我们社会发展的主要力量支柱。面对地球日益恶化、资源日益短缺的现实,我们更应该提高我们企业自身的综合素质,了解节能环保的现实意义和重大作用。节能环保从自我做起,为人类环境改善做 贡献。
碳钢衬胶管道衬塑钢管质量安心")
碳钢衬胶管道衬塑钢管质量安心")
纵横机械制造有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【不锈钢衬塑管、】产品质量实行层层把关,加工检测设备齐全先进,各种【不锈钢衬塑管、】产品质量已得到全国行业用户的认可好评。
碳钢衬胶管道衬塑钢管质量安心")
碳钢衬胶管道衬塑钢管质量安心")
碳钢衬胶管道衬塑钢管质量安心")

碳钢管衬胶施工要求也是相当严格,具体要求给大家展示一下:
1. 施工环境温度以1530℃为宜,相对湿度不宜大于80%,温度低于15℃时,应设置热源提高环境温度,但不得使用明火加热升温;温度超过35℃时,由于胶膜干燥过快,也不宜与施工.
2. 衬胶场所应保持干燥、无尘、通风良好,操作人员的手、工作服及衬胶用具应保持清洁.进入设备内操作应穿软底鞋.
3. 胶浆的性能及要求应符合标准相关要求.
4. 胶浆在使用前应搅匀,涂刷胶浆应薄而匀,防止胶浆堆积、流淌或起泡.前后两遍胶浆得涂刷方向应顺次交错操作.
5. 胶浆涂刷完后,以防止灰尘、油、水或机械杂物落入.
6. 金属壳体的衬里表面缺陷应在涂末遍胶浆前,用刷过胶浆并经干燥的胶条填塞,以满足贴胶要求.
7. 橡胶板在下料前进行外观检查(必要时,使用电火花检查)和厚度检查.如有缺陷,应作出记号,在下料时剔除,对个别气泡或针孔,允许进行修补.
8. 下料要求准确、合理,尽量减少接缝.形状复杂的工件,应制作样板,按样板下料.
9. 衬里层接缝宜用搭接.但多层衬里的首层或转动部件可采用对接.不得采用十字型接缝,应采用T字形接缝.粘衬T字形接缝时,应先将下层搭接处的凸面削成斜面,然后贴衬上层橡胶板.多层衬里时,相邻橡胶层的接缝应错开,一般不少于100mm.
10.削边或接缝方向根据设备结构确定
11. 胶板铺放位置应正确,不得起褶或受拉变薄.贴合是应保持胶膜完整.
12. 胶板粘接时,必须顺次将粘接面的气体排净,使胶板和设备表面紧密粘合.胶板的接缝必须烙(压)和密实.
13. 衬胶管道可采用预制胶筒贴衬.公称直径大于或等于DN250mm的管道宜采用热烙法,公称直径小于或等于DN200mm的管道宜采用气定贴合法和气囊牵引法.
14. 密封面的衬里应平整,不得有径向沟槽.
15. 相互配合的衬胶零、部件,要检查配合部位的几何尺寸.几何尺寸应考虑到衬胶层的厚度.衬胶后的胶板需进行机械加工时,胶层厚度应留出加工余量.
16. 衬胶管道施工必须进行中间检查.
17. 衬胶施工中间检查发现缺陷及时消除,然后再进行下一工序.
碳钢管衬胶公司主要致力于超抗磨材料、防腐蚀材料以及自动化设备等产品的生产、研发与销售。产品性能优异,售后服务体系完善。碳钢管衬胶产品在超抗磨,抗腐蚀以及脱硫等相关领域得到了广泛的应用,是洗选煤行业,矿山、铁矿、尾矿,水煤浆行业及化工、电力、机械制造等行业的合作伙伴。
碳钢衬胶管道衬塑钢管质量安心")
碳钢衬胶管道衬塑钢管质量安心")
技术支持:cdlgp.com